级进模具设计(级进模具设计软件)

多工位级进模设计标准教程的图书目录
本书是《材料加工CAD/CAM基础》的延伸和扩展。
本卷在冲模设计标准化方面做了大量的工作,给出了所有冲模标准模架、冲模标准零件及其技术条件。
《多工位级进模设计标准教程》根据多工位级进模设计的特点和应用,详细分析了排样设计的原则和技巧,并进一步通过实例的讲解,阐述了多工位级进模结构的组成和类型,以及多工位级进模结构零部件的设计方法和技巧。
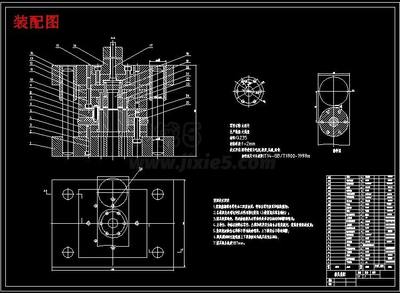
对于直角弯曲的折弯凹模靠近折弯线处,应设计一条校正筋(如图3所示),使折弯时在产品根部产生塑性变形,减小回弹,保证90O弯曲角。3模板设计 标准的级进模模板包括:卸料板、固定板、凹模板、上模座、下模座。
零件工艺性分析: 冲压件的工艺性性是指冲压件对冲压工艺性的适应性,即设计的冲压件在结构,形状尺寸以及公差等各方面是否符合冲压加工的工艺要求,冲压件工艺性的好坏直接影响到冲压件的冲压加工的难易程度。
模具设计知识总结
冲模压力中心的确定:冲压力合力的作用点称为模具的压力中心。模具的压力中心应该压力机滑块的中心线。
非金属模具分为:塑料模具和无机非金属模具。而按照模具本身材料的不同,模具可分为:砂型模具,金属模具,真空模具,石蜡模具等等。其中,随着高分子塑料的快速发展,塑料模具与人们的生活密切相关。
吹气模、压缩成型模、转移成型模、挤压成型模、热成型模、旋转成型模,根据浇注系统型制的不同可将模具分为三类:大水口模具、细水口模具、热流道模具。
模具设计的要点 模具设计的要点(1)模具材料的选用:模芯材料的选择以资源、成本、寿命要求为基本原则,以及耐热、耐磨、耐蚀性要好,易于切削加工、熔焊、不生锈等。
前言:冲压模具依构造可分为单工程模、复合模、连续模三大类。前两类需较多人力不符经济效益,连续模可大量生产效率高。
在校学生模具设计实训总结 实训周小结一从今天开始,我们就要开始典型模具设计与加工的实训了,我们将要进行六周的实训,我们被分为两组,两组分别在加工操作和设计两块。
")
级进模和工序模的区别?
单工序模就是只有一个工序,只能对零件进行一种加工。复合膜就是同时完成两道及其以上的加工。
冷冲模具一次冲压只加工一道工序的称为单工序模具,一次冲压同时进行多道工序的称为级进模,或者称为跳步模。单工序冲压模具,单独冲孔或者落料。级进模具,同时进行冲孔、落料,压弯等工序。
一套冷冲模具上,一次冲压只进行一道工序的就是单工序模。比如:单冲孔、单落料、单拉伸、单压弯;一套冷冲模具上,一次冲压,同时进行冲孔、落料,或者冲孔、落料、拉伸、压弯等多道工序的冷冲模具称为级进模。
多工位级进模设计与制造的介绍
多工位冲压级进模研究背景目的和意义分别是:研究背景:工位冲压级进模具是用来成型各种工业产品的一种重要工艺装备,是机械制造工业成型毛坯或零件的一种手段。
常用于XGN环网柜中。所谓三工位是指三个工作位置:1隔离开关主断口接通的合闸位置,2主断口分开的隔离位置,3接地侧的接地位置。
通过介绍级进模排样、镶块、模板和其它零件的设计过程,指出了级进模设计中应注意的事项,并介绍了模具生产中一些常见故障和解决办法。
培养模具设计与制造的高级应用型技术人才,毕业生可从事企业生产所需模具及其工装的设计与制造,模具装配与调试、模具企业经营与管理工作。
多工位级进模是一种先进的模具技术,能够实现多个工位、多道工序的连续冲压加工,具有高效、高精度、高复杂度的特点。冲压自动化是指利用自动化设备和技术,实现冲压加工的自动化生产。
冲裁形状,冲裁速度,凸、凹模刃口利钝程度,润滑油,间隙。冲裁形状简单的薄、软质材料易回升,轮廓形状复杂的制件或废料,因其轮廓凸凹部分较多,凸部收缩,凹部扩大,角部在凹模壁内有较大的阻力,所以不易回升。
有没有人能教教我多工位级进拉深模具的设计啊
在级进模中,一些辅助零件对模具的顺利工作也起着重要的作用。(1) 导正钉。在级进模中,导正钉对产品的精度有较大的影响,一般在第一工位冲了2个孔,后续工位用这2个孔进行双导向,这样能够较好的保证产品的精度。
多工位级进模的结构件及有关装置的设计方法、要点、技巧、结构形式等。第8章介绍了实用多工位级进模32例,如空调器翅片模,带有总裁、压弯、成形的级进模,微型壳类件连贯拉深模,硬质合金长寿命级进模等。
多工位拉深级进模的设计过程和要点,并汇集了来自一线工程师设计的15副多工位级进模典型结构,具有代表性和指导性,对读者有很好的启示和帮助。该书可供从事多工位级进模设计的技术人员和职业院校模具专业的师生使用。
本文由admin于2024-03-06发表在贵州在线,如有疑问,请联系我们。
本文链接:https://www.gz162.com/post/150249.html
相关文章
-
冲压模具设计软件(冲压模具设计下载)
-
瓶体设计(瓶体设计软件)
-
3d建筑设计(3d建筑设计软件)
-
设计软件手机版(乐高设计软件手机版)
-
字幕字体设计(字幕设计软件)
-
模具设计方案(模具设计方案PPT)
-

地面设计软件(地面设计软件哪个好用)
-
门头设计软件(门头设计软件手机版)


![联想zukz2(联想ZuKz2)[20240419更新]](https://www.gz162.com/zb_users/upload/editor/20230114/63c1814419d63.jpg "联想zukz2(联想ZuKz2)[20240419更新]")
![1000左右买什么平板电脑最好的简单介绍[20240419更新]](https://www.gz162.com/zb_users/upload/editor/20230114/63c18151a11b1.jpg "1000左右买什么平板电脑最好的简单介绍[20240419更新]")
![组装机电脑配置清单2021(组装机电脑配置清单2021款)[20240419更新]](https://www.gz162.com/zb_users/upload/editor/20230114/63c1812cb194e.jpg "组装机电脑配置清单2021(组装机电脑配置清单2021款)[20240419更新]")




